मानिसहरू अक्सर मलाई "Magnabenend" कुण्डल डिजाइनहरूको लागि तिनीहरूको गणना जाँच गर्न सोध्छन्।यसले मलाई यो वेब पृष्ठको साथ आउन प्रेरित गर्यो जसले केही आधारभूत कुण्डली डाटा प्रविष्ट गरिसकेपछि स्वचालित गणनाहरू प्रदर्शन गर्न सक्षम गर्दछ।
यस पृष्ठमा गणना गर्ने JavaScript कार्यक्रमको लागि मेरो सहकर्मी टोनी ग्रेन्जरलाई धेरै धेरै धन्यवाद।
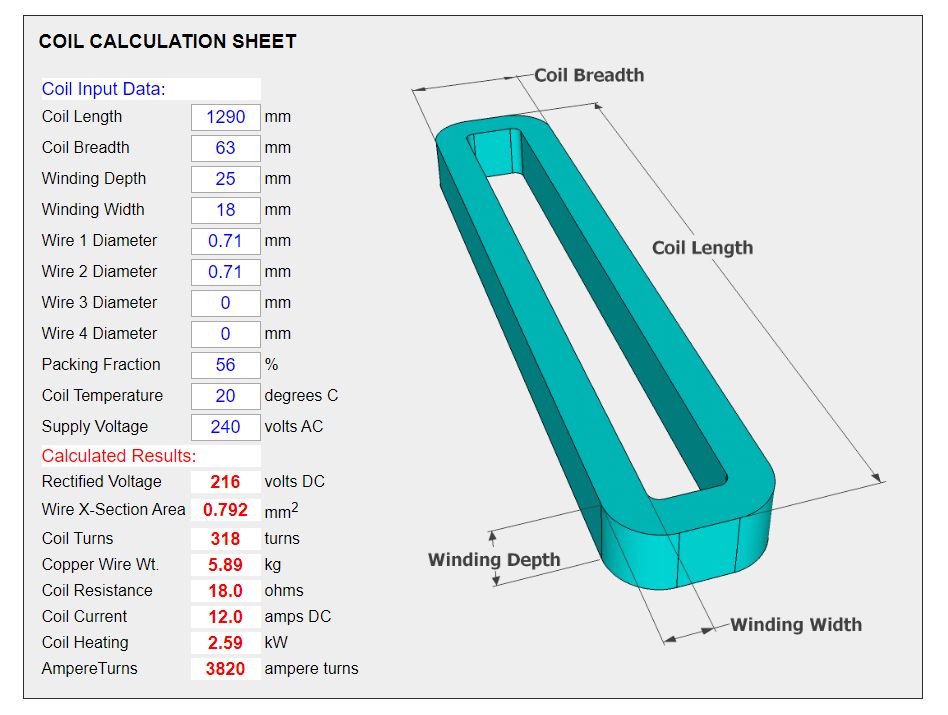
कोइल क्याल्कुलेटर कार्यक्रम
तलको गणना पाना "म्याग्नाबेन्ड" कुण्डलहरूको लागि डिजाइन गरिएको थियो तर यसले सुधारिएको (DC) भोल्टेजबाट सञ्चालन हुने कुनै पनि चुम्बक कुण्डलको लागि काम गर्नेछ।
गणना पाना प्रयोग गर्न कोइल इनपुट डाटा फिल्डहरूमा क्लिक गर्नुहोस् र तपाईंको कुण्डल आयामहरू र तार आकारहरू टाइप गर्नुहोस्।
तपाईंले ENTER मा क्लिक गर्दा वा अर्को इनपुट फिल्डमा क्लिक गर्दा प्रत्येक पटक कार्यक्रमले गणना गरिएको परिणाम खण्ड अद्यावधिक गर्दछ।
यसले कुण्डल डिजाइन जाँच गर्न वा नयाँ कुण्डल डिजाइनको साथ प्रयोग गर्न धेरै छिटो र सजिलो बनाउँछ।
इनपुट डेटा फिल्डहरूमा पूर्व-भरिएका नम्बरहरू केवल एक उदाहरण हुन् र 1250E Magnabend फोल्डरका लागि विशिष्ट संख्याहरू हुन्।
तपाईंको आफ्नै कुण्डली डाटाको साथ उदाहरण नम्बरहरू बदल्नुहोस्।यदि तपाईंले पृष्ठ ताजा गर्नुभयो भने उदाहरण नम्बरहरू पानामा फर्किनेछन्।
(यदि तपाइँ तपाइँको आफ्नै डाटा सुरक्षित गर्न चाहानुहुन्छ भने यसलाई ताजा गर्नु अघि पृष्ठ बचत गर्नुहोस् वा प्रिन्ट गर्नुहोस्)।
सुझाव गरिएको कुण्डल डिजाइन प्रक्रिया:
तपाईंको प्रस्तावित कुण्डली, र तपाईंको अभिप्रेत आपूर्ति भोल्टेजको लागि आयामहरू इनपुट गर्नुहोस्।(जस्तै 110, 220, 240, 380, 415 भोल्ट एसी)
तार 2, 3 र 4 लाई शून्यमा सेट गर्नुहोस् र त्यसपछि Wire1 को व्यासको लागि मान अनुमान गर्नुहोस् र कति AmpereTurns परिणामहरू नोट गर्नुहोस्।
Wire1 व्यास समायोजन गर्नुहोस् जबसम्म तपाइँको लक्ष्य एम्पीयर टर्नहरू प्राप्त हुँदैन, लगभग 3,500 देखि 4,000 AmpereTurns भन्नुहोस्।
वैकल्पिक रूपमा तपाइँ Wire1 लाई रुचाइएको साइजमा सेट गर्न सक्नुहुन्छ र त्यसपछि तपाइँको लक्ष्य प्राप्त गर्न Wire2 लाई समायोजन गर्न सक्नुहुन्छ, वा Wire1 र Wire2 दुवैलाई रुचाइएको साइजमा सेट गर्नुहोस् र त्यसपछि तपाइँको लक्ष्य आदि प्राप्त गर्न Wire3 लाई समायोजन गर्नुहोस्।
अब कुण्डल ताप (बिजुली अपव्यय)* मा हेर्नुहोस्।यदि यो धेरै उच्च छ (कुंडल लम्बाइ प्रति मिटर 2 kW भन्दा बढी भन्नुहोस्) त्यसपछि AmpereTurns कम गर्न आवश्यक हुनेछ।विद्युत् प्रवाह कम गर्न कोइलमा वैकल्पिक रूपमा थप मोडहरू थप्न सकिन्छ।यदि तपाइँ कुण्डलको चौडाइ वा गहिराई बढाउनुहुन्छ, वा यदि तपाइँ प्याकिङ अंश बढाउनुहुन्छ भने कार्यक्रमले स्वचालित रूपमा थप मोडहरू थप्नेछ।
अन्तमा मानक तार गेजहरूको तालिकामा परामर्श लिनुहोस् र चरण 3 मा गणना गरिएको मान बराबरको संयुक्त क्रस-सेक्शनल क्षेत्र भएको तार, वा तारहरू छनौट गर्नुहोस्।
* ध्यान दिनुहोस् कि शक्ति अपव्यय AmpereTurns को लागी धेरै संवेदनशील छ।यो एक वर्ग कानून प्रभाव हो।उदाहरणका लागि यदि तपाईंले AmpereTurns (विन्डिङ स्पेस नबढाई) दोब्बर गर्नुभयो भने पावर डिसिपेसन ४ गुणाले बढ्नेछ!
थप AmpereTurns ले बाक्लो तार (वा तारहरू) हुकुम गर्दछ, र बाक्लो तार भनेको अधिक वर्तमान र उच्च शक्ति अपव्यय हो जबसम्म क्षतिपूर्ति गर्न घुमाउने संख्या बढाउन सकिँदैन।र थप मोडहरू भनेको ठूलो कुण्डल र/वा राम्रो प्याकिङ अंश हो।
यो कुण्डल गणना कार्यक्रमले तपाईंलाई ती सबै कारकहरूसँग सजिलै प्रयोग गर्न अनुमति दिन्छ।
नोट:
(1) तार आकार
कार्यक्रमले कुण्डलमा 4 तारहरू सम्म प्रदान गर्दछ।यदि तपाइँ एक भन्दा बढी तारको लागि व्यास प्रविष्ट गर्नुहुन्छ भने कार्यक्रमले सबै तारहरू एकै तार जस्तै गरी घाउ हुनेछन् र तिनीहरू सुरु र अन्त्यमा एकसाथ जोडिएका छन् भनी मान्नेछ।(त्यो तारहरू विद्युतीय रूपमा समानान्तरमा छन्)।
(२ तारका लागि यसलाई बिफिलर वाइन्डिङ भनिन्छ, वा ३ तारका लागि ट्राइफिलर वाइन्डिङ भनिन्छ)।
(२) प्याकिङ फ्र्याक्सन, कहिलेकाहीँ फिल फ्याक्टर भनिन्छ, तामाको तारले ओगटेको घुमाउरो ठाउँको प्रतिशत व्यक्त गर्दछ।यो तारको आकार (सामान्यतया गोलाकार), तारमा इन्सुलेशनको मोटाई, कुण्डलीको बाहिरी इन्सुलेशन तह (सामान्यतया विद्युतीय कागज) को मोटाई र घुमाउने विधिबाट प्रभावित हुन्छ।घुमाउने विधिले जम्बल वाइन्डिङ (जंगली घुमाउरो पनि भनिन्छ) र लेयर वाइन्डिङ समावेश गर्न सक्छ।
जम्बल-वाउन्ड कुण्डलको लागि प्याकिङ अंश सामान्यतया 55% देखि 60% को दायरामा हुनेछ।
(३) पूर्व-भरिएको उदाहरण संख्याहरू (माथि हेर्नुहोस्) बाट निस्कने कोइल पावर 2.6 kW हो।यो आंकडा बरु उच्च जस्तो लाग्न सक्छ तर म्याग्नाबेन्ड मेसिनलाई केवल 25% को शुल्क चक्रको लागि मूल्याङ्कन गरिएको छ।तसर्थ धेरै सन्दर्भमा यो औसत पावर अपव्ययको बारेमा सोच्नु अधिक यथार्थपरक छ जुन मेसिन कसरी प्रयोग भइरहेको छ भन्ने आधारमा त्यो संख्याको एक चौथाई मात्र हुनेछ, सामान्यतया त्योभन्दा पनि कम।
यदि तपाइँ स्क्र्याचबाट डिजाइन गर्दै हुनुहुन्छ भने समग्र शक्ति अपव्यय विचार गर्न को लागी एक धेरै आयात प्यारामिटर हो;यदि यो धेरै उच्च छ भने, कुण्डली अधिक तताउनेछ र क्षतिग्रस्त हुन सक्छ।
म्याग्नाबेन्ड मेसिनहरू लगभग २ किलोवाट प्रति मिटर लम्बाइको पावर डिसिपेसनको साथ डिजाइन गरिएको थियो।25% शुल्क चक्रको साथ यसले लगभग 500W प्रति मिटर लम्बाइमा अनुवाद गर्दछ।
चुम्बक कति तातो हुन्छ भन्ने कुरा ड्युटी साइकलको अतिरिक्त धेरै कारकहरूमा निर्भर गर्दछ।सबैभन्दा पहिले चुम्बकको थर्मल जडत्व, र यो सम्पर्कमा रहेको जुनसुकै कुरा, (उदाहरणका लागि स्ट्यान्ड) भनेको स्व-ताप अपेक्षाकृत ढिलो हुनेछ।लामो अवधिमा चुम्बकको तापक्रम परिवेशको तापक्रम, चुम्बकको सतहको क्षेत्रफल र यसलाई कुन रङले चित्रित गरेको छ भन्ने कुराले पनि प्रभाव पार्नेछ!(उदाहरणका लागि, कालो रङले चाँदीको रङभन्दा राम्रो तापक्रम फैलाउँछ)।
साथै, चुम्बक "म्याग्नाबेन्ड" मेसिनको भाग हो भनी मान्दै, त्यसोभए झुकेका वर्कपीसहरूले चुम्बकमा क्ल्याम्प गरिएको बेला तापलाई अवशोषित गर्नेछन् र यसरी केही तातो बोक्नेछन्।कुनै पनि अवस्थामा चुम्बक थर्मल यात्रा उपकरण द्वारा सुरक्षित हुनुपर्छ।
(4) ध्यान दिनुहोस् कि कार्यक्रमले तपाईंलाई कुण्डलको लागि तापक्रम प्रविष्ट गर्न अनुमति दिन्छ र यसरी तपाईंले कुण्डल प्रतिरोध र कुण्डल वर्तमानमा यसको प्रभाव देख्न सक्नुहुन्छ।तातो तारको प्रतिरोध उच्च हुने हुनाले यसले कुण्डलको प्रवाह घटाउँछ र फलस्वरूप चुम्बकीय बल (एम्पेरिटर्न) पनि घटाउँछ।प्रभाव एकदम महत्त्वपूर्ण छ।
(5) कार्यक्रमले कुण्डललाई तामाको तारले घाउ भएको मान्दछ, जुन चुम्बकको तारको लागि सबैभन्दा व्यावहारिक प्रकारको तार हो।
एल्युमिनियम तार पनि सम्भावना छ, तर एल्युमिनियममा तामाको तुलनामा उच्च प्रतिरोधात्मकता छ (तामाको लागि 1.72 को तुलनामा 2.65 ओम मिटर) जसले कम कुशल डिजाइनमा जान्छ।यदि तपाईंलाई एल्युमिनियम तारको लागि गणना चाहिन्छ भने कृपया मलाई सम्पर्क गर्नुहोस्।
(६) यदि तपाइँ "म्याग्नाबेन्ड" शीट मेटल फोल्डरको लागि कुण्डल डिजाइन गर्दै हुनुहुन्छ भने, र यदि चुम्बक बडी उचित रूपमा मानक क्रस सेक्शन साइजको छ (100 x 50mm भन्नुहोस्) भने, तपाइँ सम्भवतः वरपरको चुम्बकीय बल (AmpereTurns) को लागि लक्ष्य गर्नुपर्छ। 3,500 देखि 4,000 एम्पियर टर्न।यो आंकडा मेसिनको वास्तविक लम्बाइबाट स्वतन्त्र छ।लामो मेशिनहरूले AmpereTurns को लागि उही मान प्राप्त गर्न बाक्लो तार (वा तारको धेरै तारहरू) प्रयोग गर्न आवश्यक पर्दछ।
अझ बढी एम्पीयर मोडहरू अझ राम्रो हुनेछ, विशेष गरी यदि तपाईं एल्युमिनियम जस्ता गैर-चुम्बकीय सामग्रीहरू क्ल्याम्प गर्न चाहनुहुन्छ भने।
यद्यपि, चुम्बकको दिइएको समग्र आकार र ध्रुवहरूको मोटाईको लागि, अधिक एम्पीयर मोडहरू उच्च करन्टको खर्चमा मात्र प्राप्त गर्न सकिन्छ र यसरी उच्च शक्ति अपव्यय र फलस्वरूप चुम्बकमा बढेको ताप।यदि कम शुल्क चक्र स्वीकार्य छ भने त्यो ठीक हुन सक्छ अन्यथा थप मोडहरू समायोजन गर्न ठूलो घुमाउरो ठाउँ चाहिन्छ, र यसको मतलब ठूलो चुम्बक (वा पातलो पोल)।
(7) यदि तपाइँ डिजाइन गर्दै हुनुहुन्छ भने, एक चुम्बकीय चक, धेरै उच्च कर्तव्य चक्र आवश्यक हुनेछ।(अनुप्रयोगको आधारमा सम्भवतः 100% शुल्क चक्र आवश्यक हुन सक्छ)।त्यस अवस्थामा तपाईले पातलो तार प्रयोग गर्नुहुनेछ र सायद 1,000 एम्पियर टर्नको चुम्बकीय बलको लागि डिजाइन गर्नुहोस्।
माथिका नोटहरू यो धेरै बहुमुखी कुंडल क्याल्कुलेटर प्रोग्रामको साथ के गर्न सकिन्छ भनेर एक विचार दिनको लागि हो।
मानक तार गेज:
ऐतिहासिक रूपमा तार आकार दुई प्रणाली मध्ये एक मा मापन गरिएको थियो:
मानक तार गेज (SWG) वा अमेरिकी तार गेज (AWG)
दुर्भाग्यवश यी दुई मापदण्डहरूको गेज नम्बरहरू एकअर्कासँग मिल्दैनन् र यसले भ्रम निम्त्याएको छ।
आजकल ती पुरानो मापदण्डहरूलाई बेवास्ता गर्नु राम्रो हुन्छ र मिलिमिटरमा यसको व्यास द्वारा तारलाई सन्दर्भ गर्नुहोस्।
यहाँ साइजको तालिका छ जुन चुम्बक कुण्डलीको लागि आवश्यक पर्ने कुनै पनि तारलाई समावेश गर्दछ।
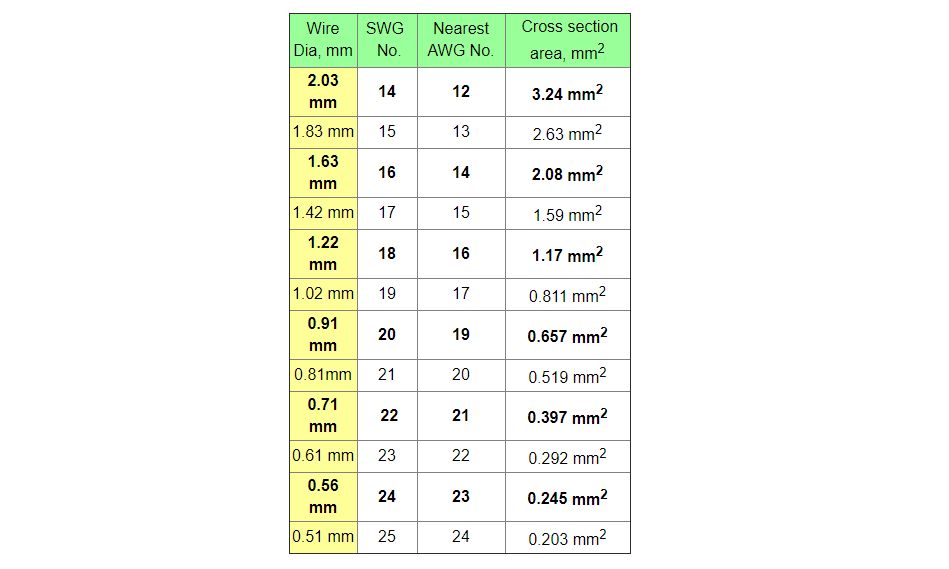
बोल्ड प्रकारमा तार साइजहरू प्रायः स्टक गरिएका साइजहरू हुन् त्यसैले ती मध्ये एउटा छान्नुहोस्।
उदाहरणका लागि ब्याजर वायर, NSW, अष्ट्रेलियाले निम्न आकारहरू एनेल गरिएको तामाको तारमा राख्छ:
०.५६, ०.७१, ०.९१, १.२२, १.६३, २.०३, २.६, ३.२ मिमी।
कुनै पनि प्रश्न वा टिप्पणी संग मलाई सम्पर्क गर्नुहोस्।
पोस्ट समय: अक्टोबर-12-2022