धेरै अनुरोधहरू पछ्याउँदै म अब यस वेबसाइटमा म्याग्नाबेन्ड केन्द्रविहीन टिकाहरूको विस्तृत रेखाचित्रहरू थप्दैछु।
कृपया ध्यान दिनुहोस् कि यी टिकाहरू एक-अफ मेसिनको लागि बनाउन धेरै गाह्रो छन्।
काजको मुख्य भागहरूलाई सही कास्टिङ (उदाहरणका लागि लगानी प्रक्रियाद्वारा) वा NC विधिहरूद्वारा मेसिनिङ आवश्यक पर्दछ।
शौकहरूले यो काज बनाउन प्रयास गर्नु हुँदैन।
यद्यपि निर्माताहरूले यी रेखाचित्रहरू धेरै उपयोगी पाउन सक्छन्।
(हालसालै विकसित HEMI-HINGE को निर्माण गर्न सजिलो बनाउन को लागी। एक पूर्ण विवरण र रेखाचित्र यहाँ हेर्नुहोस्)।
म्याग्नाबेन्ड सेन्ट्रेलेस कम्पाउण्ड HINGE श्री ज्योफ फेन्टन द्वारा आविष्कार गरिएको थियो र यो धेरै देशहरूमा पेटेंट गरिएको थियो।(पेटेन्टको म्याद सकिएको छ)।
यी टिकाहरूको डिजाइनले म्याग्नाबेन्ड मेसिनलाई पूर्ण रूपमा खुल्ला हुन अनुमति दिन्छ।
बेन्डिङ बीमले भर्चुअल अक्षको वरिपरि पिभोट गर्छ, सामान्यतया मेसिनको काम गर्ने सतहभन्दा थोरै माथि हुन्छ, र बीमले पूर्ण १८० डिग्री घुमाउन सक्छ।
तलको रेखाचित्र र तस्बिरहरूमा केवल एकल काज असेंबली देखाइएको छ।यद्यपि एक काज अक्ष परिभाषित गर्न कम्तिमा 2 टिका विधानसभाहरू स्थापना गर्नुपर्छ।
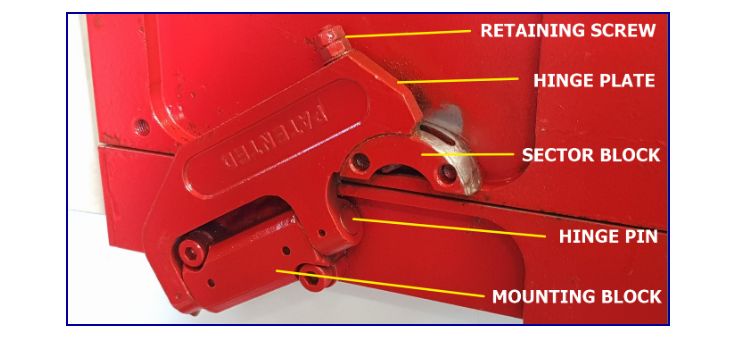
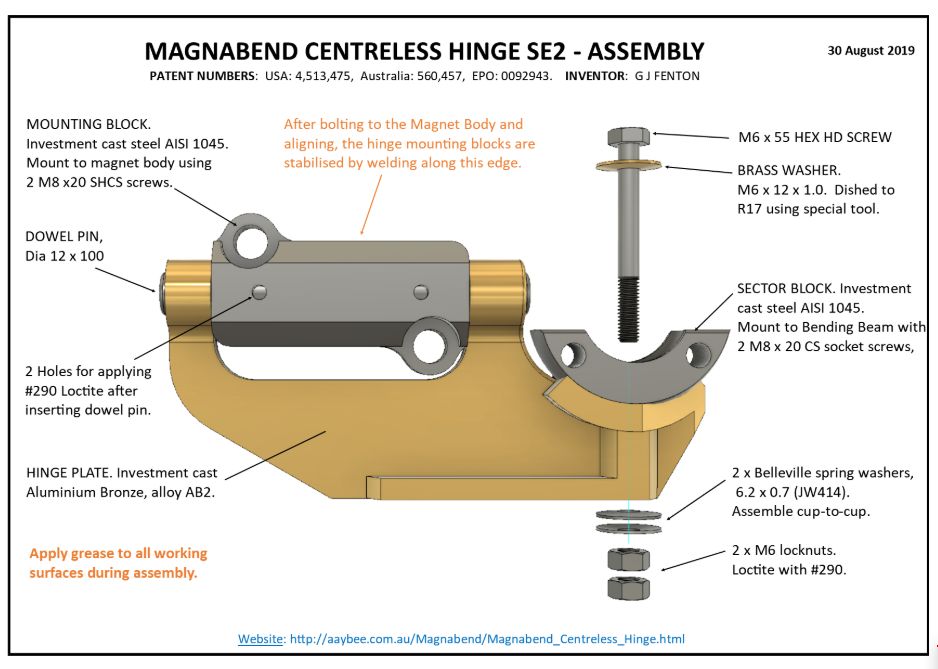
काज असेंबली र पार्ट्स पहिचान (180 डिग्रीमा झुकाउने बीम):
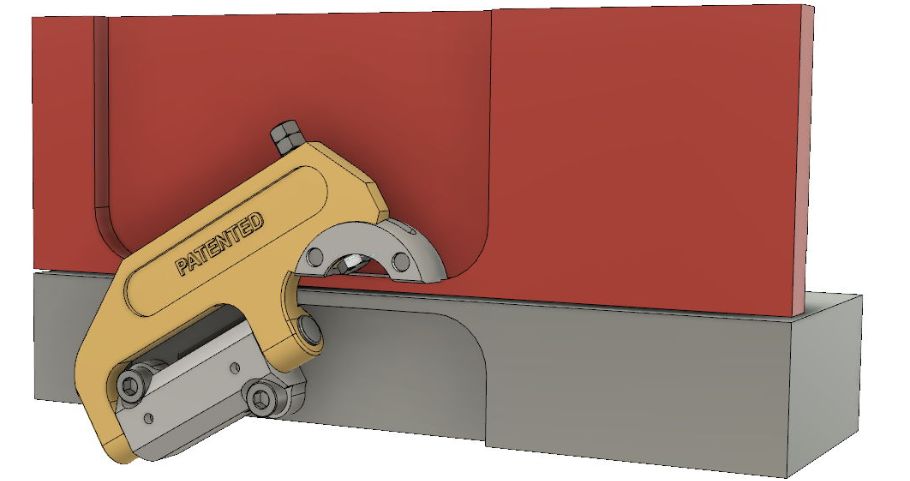
लगभग 90 डिग्री स्थितिमा झुकाउने बीम संग काज:

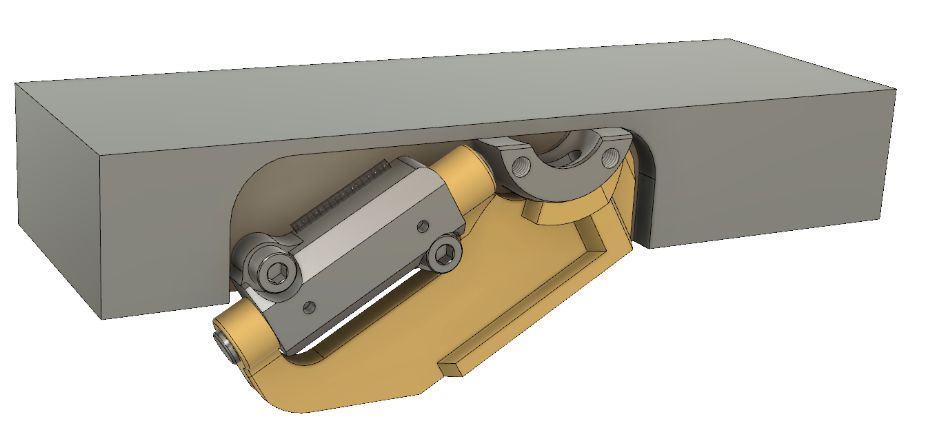
माउन्ट गरिएको काज असेंबली -3 डी मोडेल:
तलको रेखाचित्र काजको 3-डी मोडेलबाट लिइएको हो।
निम्न "STEP" फाइलमा क्लिक गरेर: माउन्टेड Hinge Model.step तपाईंले 3D मोडेल हेर्न सक्षम हुनुहुनेछ।
(निम्न एपहरूले .step फाइलहरू खोल्नेछन्: AutoCAD, Solidworks, Fusion360, IronCAD वा ती एपहरूका लागि "दर्शक" मा)।
थ्रीडी मोडेल खोल्दा तपाईंले कुनै पनि कोणबाट भागहरू हेर्न सक्नुहुन्छ, विवरण हेर्न जुम गर्न सक्नुहुन्छ, वा अन्य भागहरू अझ स्पष्ट रूपमा हेर्न सक्षम हुनका लागि केही भागहरू गायब बनाउन सक्नुहुन्छ।तपाईं कुनै पनि भागहरूमा मापन गर्न सक्नुहुन्छ।
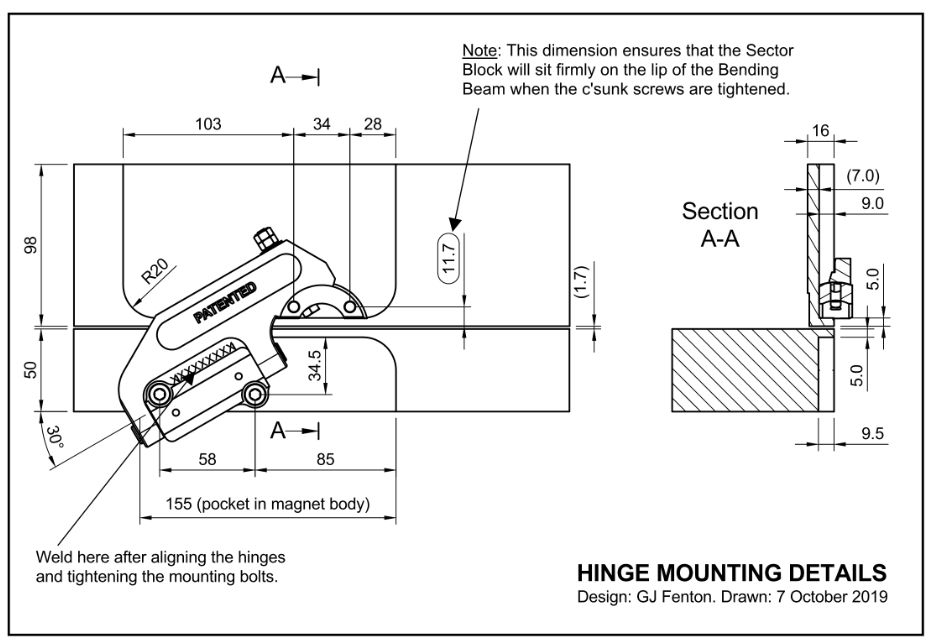
काज विधानसभा माउन्ट गर्नका लागि आयामहरू:
काज विधानसभा:
विस्तारित दृश्यको लागि रेखाचित्रमा क्लिक गर्नुहोस्।pdf फाइलको लागि यहाँ क्लिक गर्नुहोस्: Hinge Assembly.PDF
विस्तृत रेखाचित्र:
तल समावेश गरिएका 3D मोडेल फाइलहरू (STEP फाइलहरू) 3D प्रिन्टिङ वा कम्प्युटर एडेड म्यानुफ्याक्चरिङ (CAM) को लागि प्रयोग गर्न सकिन्छ।
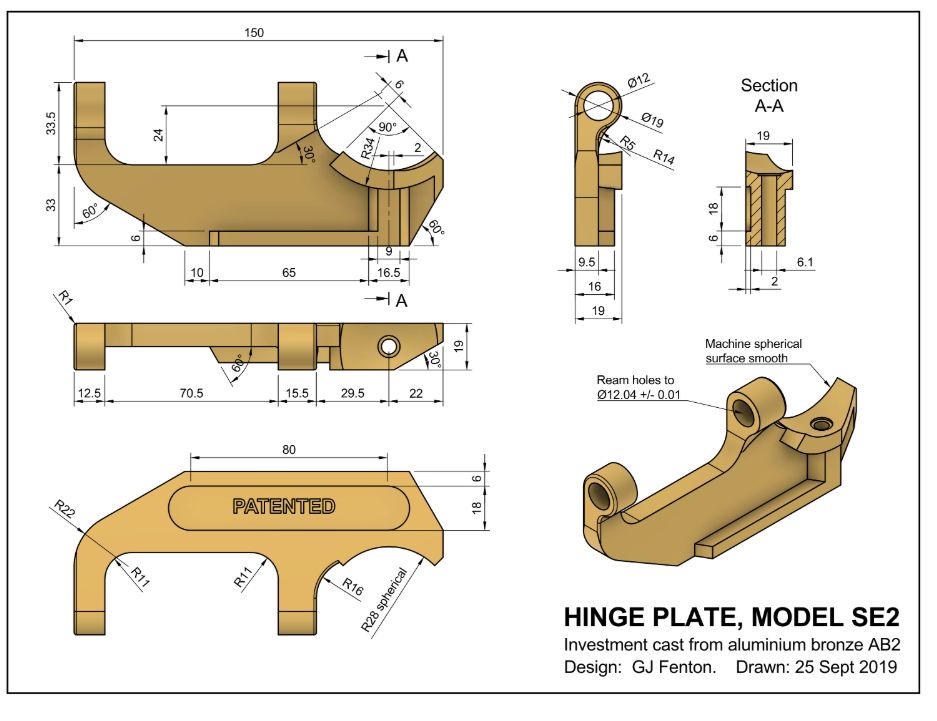
1. काज प्लेट:
विस्तारित दृश्यको लागि रेखाचित्रमा क्लिक गर्नुहोस्।pdf फाइलको लागि यहाँ क्लिक गर्नुहोस्: Hinge Plate.PDF।3D मोडेल: Hinge Plate.step
२. माउन्टिङ ब्लक:
विस्तार गर्न रेखाचित्रमा क्लिक गर्नुहोस्।pdf फाइलको लागि यहाँ क्लिक गर्नुहोस्: Mounting_Block-welded.PDF, 3D मोडेल: MountingBlock.step
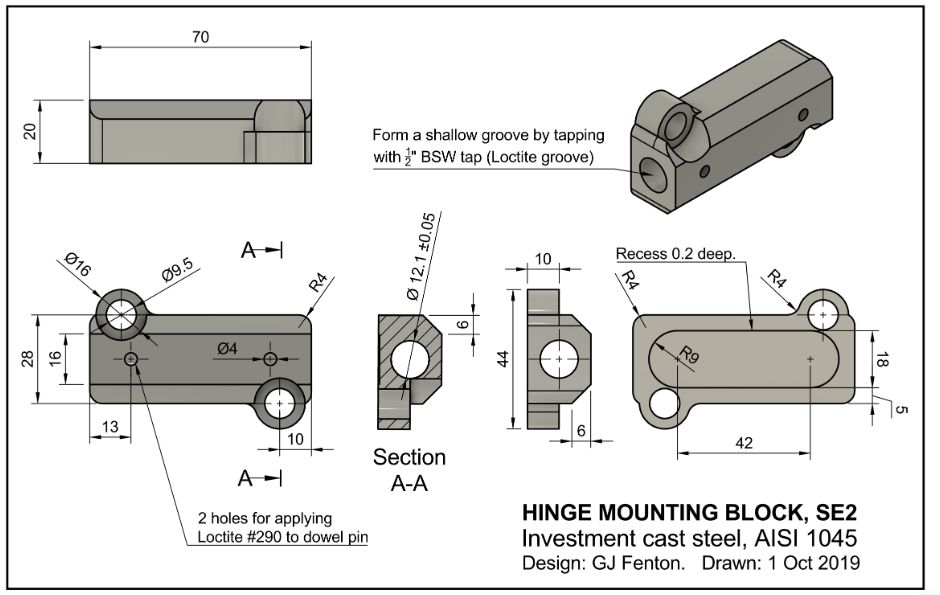
माउन्टिंग ब्लक सामग्री AISI-1045 हो।यो उच्च कार्बन स्टील यसको उच्च शक्ति र काज पिन प्वाल वरिपरि स्वेजिंग को प्रतिरोध को लागी छनोट गरिएको छ।
कृपया ध्यान दिनुहोस् कि यो काज माउन्टिङ ब्लक अन्तिम पङ्क्तिबद्धता पछि चुम्बक शरीरमा वेल्डिंग द्वारा स्थिर गर्न डिजाइन गरिएको हो।
काज पिनको लागि प्वाल भित्र उथले थ्रेडको स्पेसिफिकेशनलाई पनि ध्यान दिनुहोस्।यो थ्रेडले विक-इन Loctite को लागि च्यानल प्रदान गर्दछ जुन हिङ्ग असेम्ब्लीको समयमा लागू हुन्छ।(हिङ्ग पिनहरूमा राम्रोसँग लक नभएसम्म काम गर्ने बलियो प्रवृत्ति हुन्छ)।
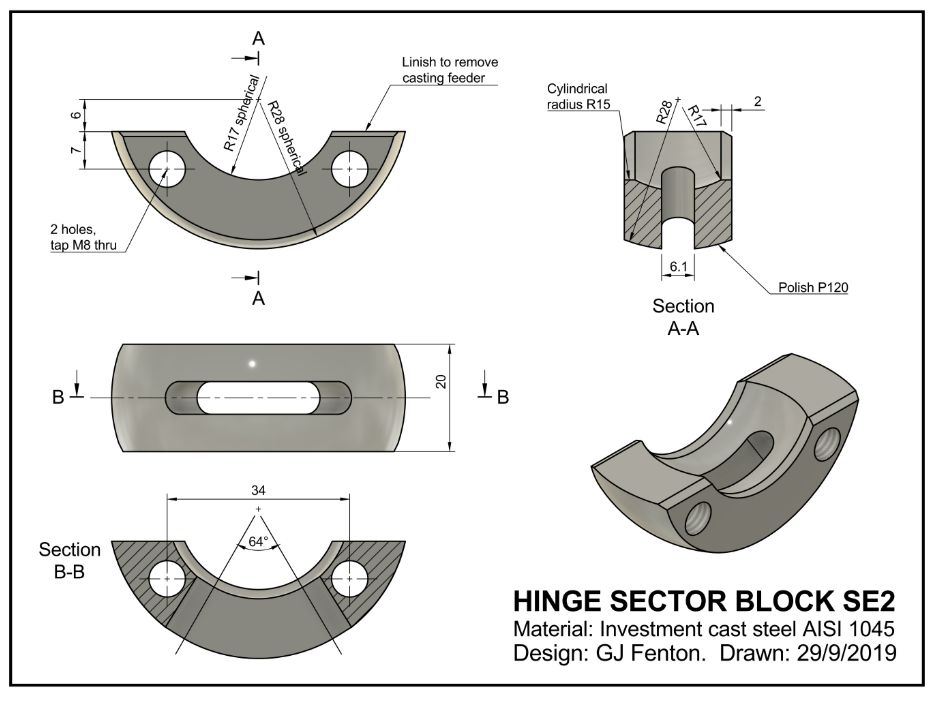
3. सेक्टर ब्लक:
विस्तारित दृश्यको लागि रेखाचित्रमा क्लिक गर्नुहोस्।pdf फाइलको लागि यहाँ क्लिक गर्नुहोस्: Sector Block.PDF, 3D Cad फाइल: SectorBlock.step
४. काज पिन:
कडा र ग्राउन्ड सटीक स्टील डोवेल पिन।

BOLTED-ON HINGES
काज असेंबली माथिको रेखाचित्र र मोडेलहरूमा बेन्डिङ बीम (सेक्टर ब्लकमा स्क्रूहरू मार्फत) बोल्ट गरिएको छ तर म्याग्नेट बडीको संलग्नता बोल्टिङ र वेल्डिङमा निर्भर हुन्छ।
यदि वेल्डिङ आवश्यक नभएको खण्डमा काज असेंबली निर्माण र स्थापना गर्न अझ सुविधाजनक हुनेछ।
काजको विकासको क्रममा हामीले उच्च स्थानीयकृत भारहरू लागू गर्दा माउन्टिङ ब्लक चिप्लिनेछैन भन्ने ग्यारेन्टी गर्नका लागि बोल्टहरूसँग मात्र पर्याप्त घर्षण प्राप्त गर्न सकेनौं भनेर हामीले फेला पार्यौं।
नोट: बोल्टहरू आफैंले माउन्टिङ ब्लकलाई चिप्लनबाट रोक्दैन किनभने बोल्टहरू ठूलो प्वालहरूमा हुन्छन्।स्थानहरूमा समायोजन र साना अशुद्धताहरू प्रदान गर्न प्वालहरूमा क्लियरेन्स आवश्यक छ।
यद्यपि हामीले उत्पादन लाइनहरूको लागि डिजाइन गरिएका विशेष म्याग्नाबेन्ड मेसिनहरूको दायराका लागि पूर्ण रूपमा बोल्ट-अन हिङ्गहरू आपूर्ति गर्यौं।
ती मेसिनहरूका लागि हिङ्ग लोडहरू मध्यम थिए र राम्रोसँग परिभाषित थिए र यसैले बोल्ट-अन टिकाहरूले राम्रोसँग काम गर्थे।
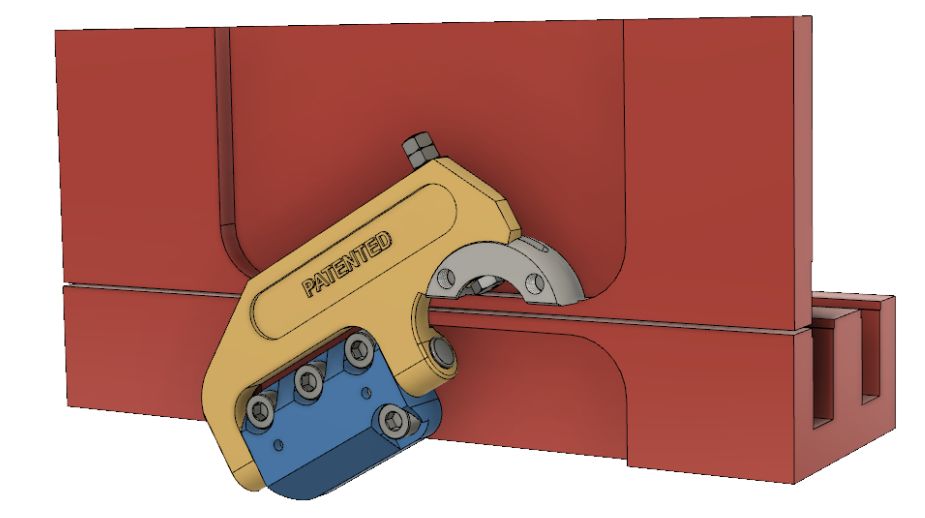
माउन्टिङ ब्लक (निलो रङ) को तलको रेखाचित्रमा चार M8 बोल्ट (दुई M8 बोल्ट प्लस वेल्डिङको सट्टा) स्वीकार गर्न डिजाइन गरिएको छ।
यो उत्पादन लाइन म्याग्नाबेन्ड मिसिनहरूको लागि प्रयोग गरिएको डिजाइन थियो।
(हामीले मुख्यतया १९९० को दशकमा विभिन्न लम्बाइका ती विशेषीकृत मेसिनहरूमध्ये लगभग ४०० बनायौं)।
कृपया ध्यान दिनुहोस् कि माथिल्लो दुई M8 बोल्टले चुम्बक शरीरको अगाडिको पोलमा ट्याप गर्दछ जुन पकेट पकेट मुनिको क्षेत्रमा मात्र 7.5mm मोटो हुन्छ।
यसरी यी स्क्रूहरू 16mm लामो (माउन्टिङ ब्लकमा 9mm र चुम्बक शरीरमा 7mm) भन्दा बढी हुनु हुँदैन।
यदि स्क्रूहरू लामो भएमा तिनीहरू म्याग्नाबेन्ड कुण्डलीमा टाँस्नेछन् र यदि तिनीहरू छोटो छन् भने त्यहाँ अपर्याप्त थ्रेड लम्बाइ हुनेछ, यसको मतलब स्क्रूहरूलाई उनीहरूको सिफारिस गरिएको तनाव (39 Nm) मा टर्क गर्दा थ्रेडहरू फ्याँक्न सक्छन्।
M10 बोल्टहरूको लागि माउन्टिंग ब्लक:
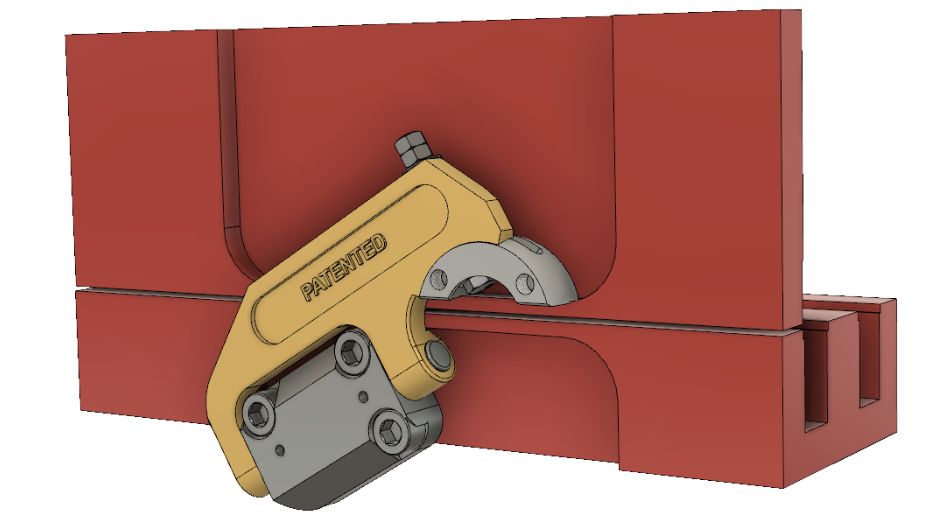
हामीले केहि परीक्षण गर्यौं जहाँ माउन्टिंग ब्लक प्वालहरू M10 बोल्टहरू स्वीकार गर्नको लागि बढाइएको थियो।यी ठूला बोल्टहरूलाई उच्च तनाव (77 Nm) मा टर्क गर्न सकिन्छ र यो, माउन्टिङ ब्लक अन्तर्गत Loctite #680 प्रयोग गरेर, मानक म्याग्नाबेन्ड मेसिनको लागि माउन्टिङ ब्लक चिप्लनबाट रोक्न पर्याप्त घर्षणको परिणाम हो (मोड गर्न मूल्याङ्कन गरिएको। 1.6mm स्टील सम्म)।
यद्यपि यो डिजाइनलाई केहि परिष्कृत र थप परीक्षण चाहिन्छ।
तलको रेखाचित्रले 3 x M10 बोल्टको साथ चुम्बक शरीरमा माउन्ट गरिएको काज देखाउँछ:
यदि कुनै निर्माताले पूर्ण रूपमा बोल्ट-अन काजको बारेमा थप विवरणहरू चाहनुहुन्छ भने कृपया मलाई सम्पर्क गर्नुहोस्।
पोस्ट समय: अक्टोबर-12-2022