म्याग्नाबेन्ड ट्रबल शुटिंग गाइड
समस्या निवारण गाइड
म्याग्नेटिक इन्जिनियरिङ Pty लिमिटेड द्वारा वर्ष 2004 सम्म बनाइएका Magnabend मेसिनहरूमा निम्न लागू हुन्छ।
प्याटेन्टको म्याद सकिएपछि (म्याग्नेटिक इन्जिनियरिङको स्वामित्वमा रहेको) अन्य निर्माताहरूले अब म्याग्नाबेन्ड मेसिनहरू बनाउन थालेका छन् जुन ठ्याक्कै समान नहुन सक्छ।त्यसैले तलको जानकारी तपाईंको मेसिनमा लागू नहुन सक्छ वा यसलाई अनुकूलित गर्न आवश्यक हुन सक्छ।
बिजुली समस्याहरू समाधान गर्ने सबैभन्दा सजिलो तरीका भनेको निर्माताबाट प्रतिस्थापन बिजुली मोड्युल अर्डर गर्नु हो।यो एक विनिमय आधार मा आपूर्ति गरिन्छ र त्यसैले एकदम उचित मूल्य छ।
विनिमय मोड्युलको लागि पठाउनु अघि तपाइँ निम्न जाँच गर्न चाहनुहुन्छ:
यदि मेसिन चल्दैन भने:
क) अन/अफ स्विचमा पाइलट लाइट हेरेर मेसिनमा पावर उपलब्ध छ भनी जाँच गर्नुहोस्।
ख) यदि पावर उपलब्ध छ तर मेसिन अझै मरेको छ तर धेरै तातो लाग्छ भने थर्मल कट-आउट ट्रिप भएको हुन सक्छ।यस अवस्थामा मेसिन चिसो नभएसम्म पर्खनुहोस् (लगभग ½ घण्टा) र त्यसपछि फेरि प्रयास गर्नुहोस्।
ग) दुई-हातले सुरु हुने इन्टरलकलाई ह्यान्डल तान्नु अघि START बटन थिच्नु आवश्यक छ।यदि ह्यान्डल पहिले तानियो भने मेसिन चल्दैन।यो पनि हुन सक्छ कि START बटन थिच्नु अघि "एंगल माइक्रोस्विच" लाई अपरेट गर्नको लागि बेन्डिङ बीमले पर्याप्त रूपमा सर्छ (वा बम्प गरिएको छ)।यदि यो हुन्छ भने, पहिले ह्यान्डल पूर्ण रूपमा पछाडि धकेलिएको सुनिश्चित गर्नुहोस्।यदि यो एक निरन्तर समस्या हो भने यसले संकेत गर्दछ कि माइक्रोस्विच एक्चुएटर समायोजन आवश्यक छ (तल हेर्नुहोस्)।
d) अर्को सम्भावना यो हो कि START बटन दोषपूर्ण हुन सक्छ।यदि तपाइँसँग मोडेल 1250E वा ठुलो छ भने मेसिनलाई वैकल्पिक START बटन वा फुटस्विचबाट सुरु गर्न सकिन्छ कि भनेर हेर्नुहोस्।

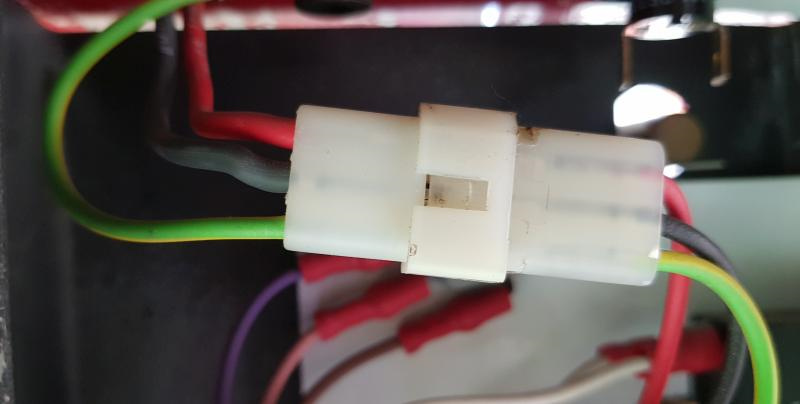
e) विद्युतीय मोड्युललाई चुम्बक कुण्डलसँग जोड्ने नायलन कनेक्टरलाई पनि जाँच गर्नुहोस्।
f) यदि क्ल्याम्पिङले काम गर्दैन तर START बटनको रिलिजमा क्ल्याम्पबार स्न्याप हुन्छ भने यसले 15 माइक्रोफराड (650E मा 10 µF) क्यापेसिटर त्रुटिपूर्ण छ र यसलाई बदल्न आवश्यक छ भनी सङ्केत गर्छ।
यदि मेसिनले बाह्य फ्यूजहरू उडाउँछ वा सर्किट ब्रेकरहरू ट्रिप गर्छ भने:
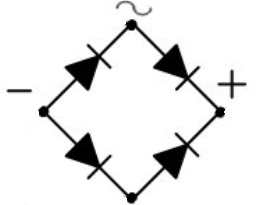
यो व्यवहार को सबै भन्दा सम्भावित कारण उडेको पुल-रेक्टिफायर हो।ब्लोन रेक्टिफायरमा सामान्यतया कम्तिमा पनि यसको ४ वटा आन्तरिक डायोडहरू सर्ट हुन्छन्।
यो मल्टिमिटर संग जाँच गर्न सकिन्छ।यसको न्यूनतम प्रतिरोध दायरामा मिटरको साथ प्रत्येक जोडी टर्मिनलहरू बीच जाँच गर्नुहोस्।मल्टिमिटर परीक्षण लिडहरूको एक ध्रुवताले अनन्तता ओमहरू देखाउनुपर्छ र उल्टो ध्रुवताले कम पढाइ देखाउनुपर्छ, तर शून्य होइन।यदि कुनै पनि प्रतिरोध पढाइ शून्य छ भने रेक्टिफायर उडाइएको छ र प्रतिस्थापन गर्नुपर्छ।
आन्तरिक मर्मत प्रयास गर्नु अघि मेसिन पावर आउटलेटबाट अनप्लग गरिएको छ भनी सुनिश्चित गर्नुहोस्।
एक उपयुक्त प्रतिस्थापन रेक्टिफायर:
RS अवयवहरू भाग नम्बर: 227-8794
अधिकतम वर्तमान: 35 amps निरन्तर,
अधिकतम रिभर्स भोल्टेज: 1000 भोल्ट,
टर्मिनलहरू: 1/4" द्रुत-जडान वा 'फास्टन'
लगभग मूल्य: $12.00

ट्रिपिङको अर्को सम्भावित कारण चुम्बकको कुण्डली चुम्बक शरीरमा छोटो हुन सक्छ।
यो जाँच गर्न चुम्बक कुण्डल जडानकर्ता अनप्लग गर्नुहोस् र प्रतिरोध मापन गर्नुहोस्, रातो वा कालो लिडबाट चुम्बक शरीरमा।मल्टिमिटरलाई यसको उच्चतम प्रतिरोध दायरामा सेट गर्नुहोस्।यसले अनन्तता ओम देखाउनु पर्छ।
आदर्श रूपमा यो मापन "Megger मीटर" को साथ हुनुपर्छ।यस प्रकारको मिटरले उच्च भोल्टेज (सामान्यतया 1,000 भोल्ट) लागू गरी प्रतिरोध जाँच गर्दछ।यसले सामान्य मल्टिमिटरसँग फेला पार्न सकिने भन्दा धेरै सूक्ष्म इन्सुलेशन ब्रेकडाउन समस्याहरू फेला पार्नेछ।
कुण्डली र चुम्बक शरीर बीचको इन्सुलेशन ब्रेकडाउन एक गम्भीर समस्या हो र सामान्यतया नयाँ कुण्डलीको साथ मर्मत वा प्रतिस्थापनको लागि चुम्बक शरीरबाट कुण्डल हटाउन आवश्यक पर्दछ।
यदि लाइट क्ल्याम्पिङ सञ्चालन हुन्छ तर पूर्ण क्ल्याम्पिङले गर्दैन:
जाँच गर्नुहोस् कि "Angle Microswitch" सही रूपमा कार्य भइरहेको छ।
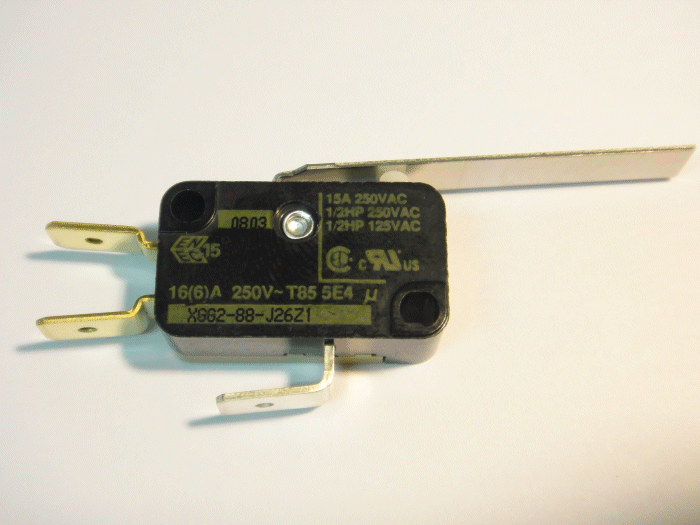
[यो स्विच स्क्वायर (वा गोलो) पीतलको टुक्राद्वारा संचालित हुन्छ जुन कोण संकेत गर्ने मेकानिजमसँग जोडिएको हुन्छ।जब ह्यान्डल तानिन्छ, झुकेको बीम घुम्छ जसले ब्रास एक्ट्युएटरलाई घुमाउँछ।एक्ट्युएटरले पालैपालो बिजुली विधानसभा भित्र माइक्रोस्विच सञ्चालन गर्दछ।]
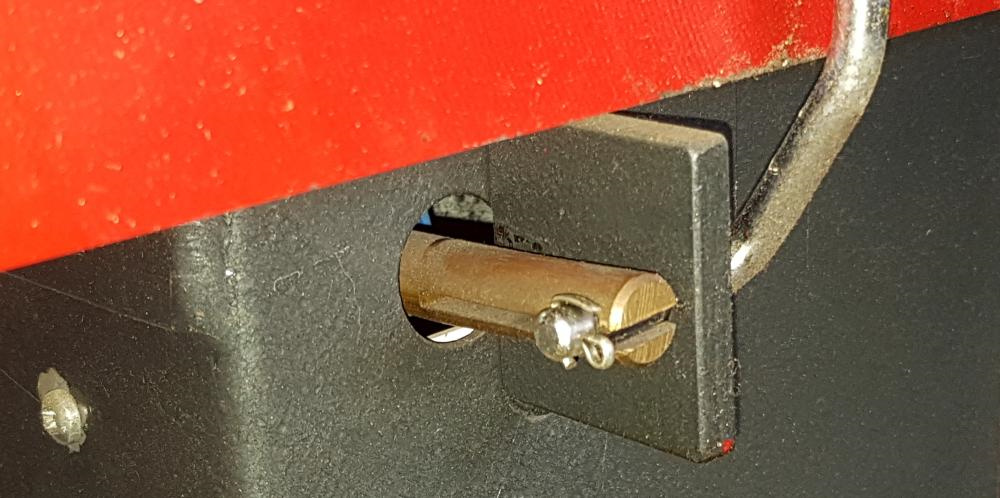
मोडेल 1000E मा माइक्रोस्विच एक्ट्युएटर
(अन्य मोडेलहरूले समान सिद्धान्त प्रयोग गर्दछ)
बिजुली भित्र देखि देखिने एक्चुएटर
सभा।
ह्यान्डललाई बाहिर तान्नुहोस् र भित्र तान्नुहोस्। तपाईंले माइक्रोस्विचलाई ON र OFF मा क्लिक गरेको सुन्न सक्षम हुनुपर्दछ (बहुत धेरै पृष्ठभूमि आवाज नभएको खण्डमा)।
यदि स्विचले ON र OFF मा क्लिक गर्दैन भने बेन्डिङ बीमलाई दायाँ माथि घुमाउनुहोस् ताकि ब्रास एक्ट्युएटरलाई अवलोकन गर्न सकिन्छ।झुकाउने बिमलाई माथि र तल घुमाउनुहोस्।एक्चुएटरले झुकिएको बीमको प्रतिक्रियामा घुमाउनुपर्छ (जबसम्म यो यसको स्टपमा समात्दैन)।यदि त्यसो भएन भने यसलाई थप क्लचिंग बल चाहिन्छ:
- 650E र 1000E मा क्लचिङ फोर्सलाई पुन: स्थापना गर्नु अघि ब्रास एक्ट्युएटर हटाएर र स्लिट बन्द (जस्तै वाइसको साथ) निचोड गरेर बढाउन सकिन्छ।
- 1250E मा क्लचिंग बलको कमी सामान्यतया एक्चुएटर शाफ्टको दुबै छेउमा रहेको दुई M8 क्याप-हेड स्क्रूसँग सम्बन्धित छ।
यदि एक्ट्युएटर घुम्छ र ठीक छ तर पनि माइक्रोस्विचमा क्लिक गर्दैन भने यसलाई समायोजन गर्न आवश्यक पर्दछ।यो गर्नका लागि पहिले मेसिनलाई पावर आउटलेटबाट अनप्लग गर्नुहोस् र त्यसपछि विद्युतीय पहुँच प्यानल हटाउनुहोस्।
a) मोडेल 1250E मा टर्न-अन पोइन्टलाई एक्चुएटरबाट गुजर्ने स्क्रू घुमाएर समायोजन गर्न सकिन्छ।बेन्डिङ बीमको तल्लो किनारा करिब ४ मिलिमिटर सरेको बेला स्विचले क्लिक गर्ने गरी स्क्रू समायोजन गर्नुपर्छ।(650E र 1000E मा समान समायोजन माइक्रोस्विचको पाखुरा झुकाएर प्राप्त गरिन्छ।)
ख) यदि एक्चुएटरले राम्रोसँग काम गरिरहेको भए तापनि माइक्रोस्विचले अन र अफ क्लिक गर्दैन भने स्विच आफै भित्र फ्युज हुन सक्छ र बदल्न आवश्यक हुनेछ।
आन्तरिक मर्मत प्रयास गर्नु अघि मेसिन पावर आउटलेटबाट अनप्लग गरिएको छ भनी सुनिश्चित गर्नुहोस्।
एक उपयुक्त प्रतिस्थापन V3 स्विच:
RS भाग नम्बर: 472-8235
हालको मूल्याङ्कन: 16 amps
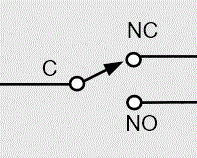
V3 सर्किट
C = 'सामान्य'
NC = 'सामान्य रूपमा बन्द'
NO = 'सामान्य रूपमा खोल्नुहोस्'
ग) यदि तपाईंको मेसिनमा सहायक स्विच जडान गरिएको छ भने यो "सामान्य" स्थितिमा स्विच गरिएको छ भनी सुनिश्चित गर्नुहोस्।(यदि स्विच "AUX CLAMP" स्थितिमा छ भने मात्र लाइट क्ल्याम्पिङ उपलब्ध हुनेछ।)
यदि क्ल्याम्पिङ ठीक छ तर मेसिन बन्द हुँदा क्ल्याम्पबारहरू रिलिज हुँदैनन्:
यसले रिभर्स पल्स डिमग्नेटाइजिङ सर्किटको विफलतालाई संकेत गर्छ।सबैभन्दा सम्भावित कारण 6.8 ohm पावर रेसिस्टर उडेको हुनेछ।साथै सबै डायोडहरू जाँच गर्नुहोस् र रिलेमा सम्पर्कहरू टाँसिएको सम्भावना पनि।

एक उपयुक्त प्रतिस्थापन प्रतिरोधक:
तत्व14 भाग नम्बर 145 7941
6.8 ओम, 10 वाट पावर रेटिंग।
सामान्य लागत $1.00
यदि मेसिनले भारी गेज पाना झुकाउने छैन भने:
क) काम मेसिनको विशिष्टता भित्र छ कि छैन जाँच गर्नुहोस्।विशेष ध्यान दिनुहोस् कि 1.6 मिमी (16 गेज) झुकाउनको लागि एक्सटेन्सन पट्टी झुकिएको बीममा फिट हुनुपर्छ र न्यूनतम ओठ चौडाइ 30 मिमी हुनुपर्छ।यसको मतलब कम्तिमा 30 एमएम सामग्री क्ल्याम्पबारको झुकाउने किनारबाट बाहिर निस्कनु पर्छ।(यो एल्युमिनियम र स्टील दुवैमा लागू हुन्छ।)
साँघुरो ओठ सम्भव छ यदि झुण्ड मेसिनको पूर्ण लम्बाइ छैन।
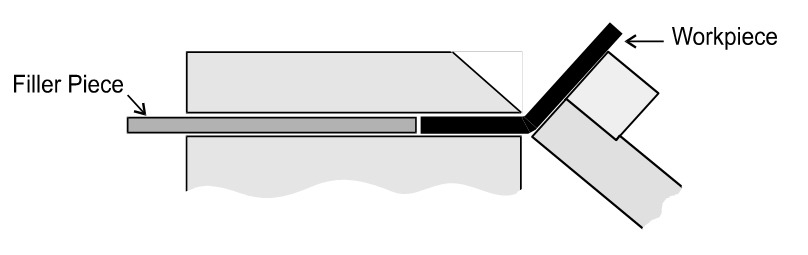
ख) साथै यदि वर्कपीसले क्ल्याम्पबार मुनि ठाउँ भर्दैन भने कार्यसम्पादनमा असर पर्न सक्छ।उत्कृष्ट नतिजाहरूको लागि सधैं क्ल्याम्पबार मुनिको ठाउँलाई वर्कपीस जस्तै मोटाईको स्टिलको टुक्राले भर्नुहोस्।(उत्तम चुम्बकीय क्ल्याम्पिंगको लागि फिलरको टुक्रा स्टिल हुनुपर्दछ यदि वर्कपीस स्टील नभए पनि।)
यो workpiece मा एक धेरै साँघुरो ओठ बनाउन आवश्यक छ भने प्रयोग गर्न को लागी सबै भन्दा राम्रो तरिका हो।